

PLASTEMNER
Kirkholm arbejder gerne med både store og små plastemner i vores projekter. Derfor ved vi også, at både materialet og processerne er anderledes, samt indeholder en anden kompleksitet end, når vi f.eks. arbejder med stål. Denne kompleksitet beskriver vi i det følgende med fokus på både design, materialevalg, støbeproces og beregning med udgangspunkt i en aktuel problematik hos en af vores kunder.
DESIGN AF STORE PLASTEMNER
PROBLEM
En kunde indenfor landbrugs-og fødevaresektoren havde udfordringer med både den fysiske form og styrken på et plastemne til opbevaring af væske ved 50°C over en længere periode.
Kirkholm blev kontaktet for at analysere det eksisterende emnes udfordringer og efterfølgende komme med ændringsforslag i samarbejde med kunden for at afhjælpe udfordringer på styrke og krybning - dvs. ændringer af den fysiske form under længere tids belastning.
INDLEDENDE ANALYSE AF UDFORDRINGERNE
Efter et besøg hos kunden analyserede vi kundens eksisterende 3D-modeller, det emne der reelt kom ud af støbeformen og det reelle emne via et par indledende FEM-beregninger.
Dette blev gjort for at klarlægge problematikkerne i det nuværende strukturelle plastemne, hvor der allerede var lavet prøvestøbninger i den nye støbeform med et par forskellige typer af fiberforstærket plast.
At få specifikke informationer om forskellige plastmaterialers sammensætning, der kan sammenlignes mellem forskellige leverandører, kan ofte være udforende. Især krybekurver kan ofte være svære at finde for det specifikke miljø, som plastemnet bliver udsat for. Kirkholm tog derfor udgangspunkt i fagspecifik viden, test af materiale og kurver om plastmaterialer fra forskellige leverandører i vores analyser og beregninger for at skabe et stærkt grundlag for det videre arbejde.
SVIND OG STØBEPROCES
Plastemner har en række parametre, der har indflydelse på det færdige emnes geometri og styrke, og man kan derfor ikke vurdere plastemnets styrke ved kun at undersøge en 3D-model. Nedenstående parametre har ofte indflydelse på det færdige emnes geometri og styrke:
- Materialevalg
- Fyldprocent - fiber osv.
- Flyderetning
- Eftertryk - tid og tryk
- Fyldetryk og fyldehastighed
- Formtemperatur
- Smeltetemperatur
- Geometri - formbunden/ikke formbunden
Via en Moldflow-analyse af en støbeform kan man være med til at forudsige, hvordan et plastemne arter sig, når det kommer ud af en specifik støbeform. Alle de parametre man kan ændre på i sprøjtestøbeprocessen, kan man simulere i en Moldflow-analyse. Dermed har man mulighed for allerede i starten af designprocessen at arbejde med alle disse parametre - forhåbentlig inden man har fræset en dyr støbeform.
Når man vælger det plastmateriale, som skal anvendes til et emne, ser man på, hvor meget det trækker sig sammen, når emnet køler af i sprøjtestøbeformen. Det kunne f.eks. være 0,7%. Når man fræser en form til sprøjtestøbning, skaleres formen i forhold til dette, så man får de ønskede mål på det færdige plastemne. Dog er arbejdet med svind ikke begrænset til dette.
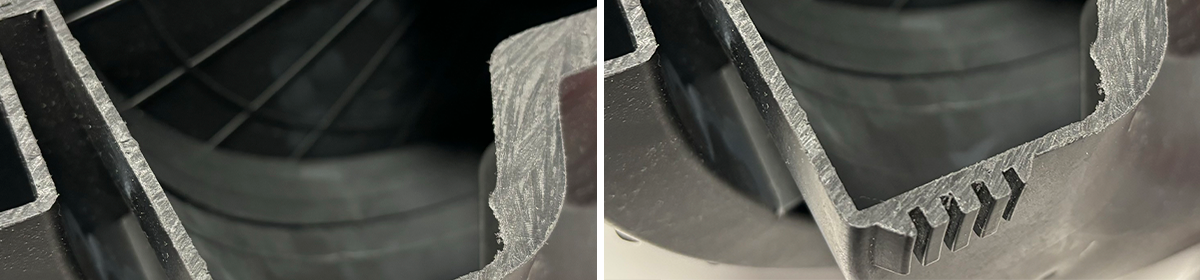
Er der forskel på materiale mængden i bund og sider af en kasse, vil det skabe restspændinger og kast på emnet, når materialet trækker sig sammen – og rette kanter i et 3D-design, vil være kurvede, når de kommer ud af sprøjtestøbeformen. Justerer man f.eks. på indsprøjtningsdysernes placering, kan man opnå en mere kontinuerlig bevægelse under fyldning af formen under sprøjtestøbningen. Dette kan være med til at sikre en ensartet fiberorientering, hvorved man får det stærkeste emne med et mere ensartet svind.
Eftertrykket i støbeprocessen kan også være en væsentlig faktor i forbindelse med at sikre et ensartet svind. Her bad vi kunden tale med sprøjtestøberen, da vi så en række udfordringer ift. eftertryk og svind. Eftertrykket i det strukturelle plastemne, er relevant for hvordan svindet arter sig, fortæller Carsten Kragh, Sr. Mechanical Designer
”Når man går fra trykket over i eftertrykket i en støbning,
er det vigtigt at få fat i eftertrykket inden kanalen fryser til”
For det specifikke plastemne var arbejdet med processen et tæt samarbejde med kunden, virksomheden der skal støbe emnerne og Kirkholm for at finde frem til hvilke parametre, der skulle fokuseres på for at opnå det ønskede emne.
FINITE ELEMENT ANALYSIS (FEA), LASTSCENARIER OG KRYBNING
FE-analysen af det strukturelle plastemne var opdelt i to lastscenarier henholdsvis opbevaring af væske og stabling af 16 stk. ovenpå hinanden. Den strukturelle styrke er i begge tilfælde udfordret af den forhøjede temperatur på 50 °C.
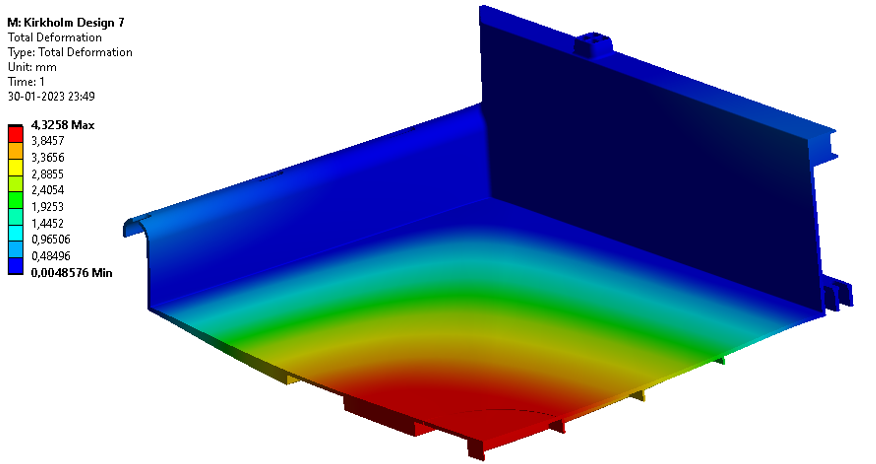
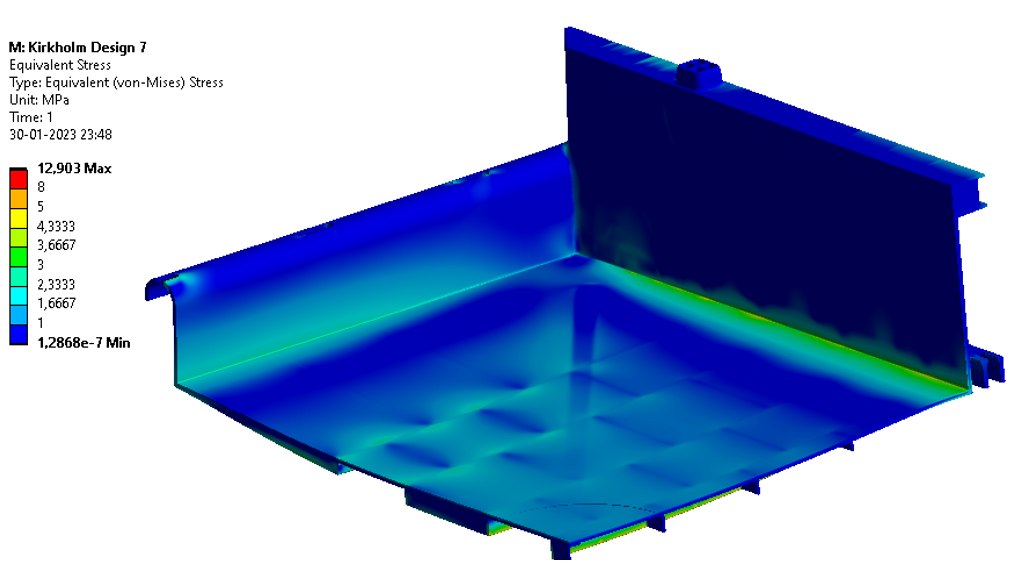
Kirkholm udførte flere FE-analyser i forhold til spænding og deformation. Her viste simuleringerne, at styrken ikke var tilstrækkelig på det anvendte plastmateriale i det eksisterende design. I tæt samarbejde med kunden udførte Kirkholm en række designiterationer med efterfølgende strukturel analyse af plastbeholderen, hvor vi i alle vores ændringer hele tiden tog hensyn til de forskellige støbetekniske parametre.
I begge lastscenarier var krybning en dimensionerende faktor, da polymerers deformation med tiden vil øges ved konstant belastning. Krybningen er 3-dimensionel, da graden af deformation afhænger af temperatur, belastning og belastningens varighed, hvorfor man analyserer og beregner på forskellige spændings- og tøjningsdiagrammer.
I forbindelse med dette udførte vi FE-analyser på plastemnet med forskellige typer af fiberforstærket plastmateriale.
I arbejdet med store plastemner, som er udsat for krybning, vil man ofte arbejde med en pilhøjde på emnet. Pilhøjden er med til at reducere spændingerne i emnet og dermed tendensen til krybning. I dette tilfælde var plastemnets pilhøjde problematisk, da det endelige plastemne havde andre dimensioner end den nominelle model i form af en bule i midten, som ikke var gavnlig for den ønskede mængde af indhold i kasserne.
💡
"Pilhøjde" er betegnelsen for buens højde fra der, hvor den ligger af til der, hvor buen er højest. Bjælker og betondæk produceres med "pilhøjde" for at modvirke den nedbøjning, som en normal belastning ellers ville give.
LØSNINGSFORSLAG
Den endelige løsning blev til i et tæt samarbejde mellem kunden, Kirkholm og sprøjtestøberen, da det er en bekostelig proces at ændre emnet og dermed støbeform.
Vores endelige leverance bestod af følgende, som kunden kunne arbejde videre med:
- Et nyt design, som reducerede udbøjningen på midten af kassen med 20%
- Eftervisning af designets styrke med udgangspunkt i FEA-simuleringer
- En række forbedrende tiltag, så emnets styrke øges.
- Lineære og nonlineære analyser
- En buckling-analyse
- FE-analyser og beregninger i ANSYS
Har du spørgsmål omkring plast eller vil du gerne vide mere om, hvordan Kirkholm arbejder med plast og
FEA, byder vi gerne på en uforpligtende snak. Brug kontaktformularen
her
eller tag en snak med vores CSO og partner om mulighederne: